- Что такое паронит ВАТИ-22
- Основные свойства и характеристики
- Температурный диапазон и стойкость к средам
- Области применения прокладок ВАТИ-22
- Уплотнение промышленных трубопроводов
- Использование в оборудовании и фланцевых соединениях
- Монтаж и выбор прокладки
- Критерии выбора оптимальной толщины
- Особенности установки и затяжки фланцев
- Видео
Что такое паронит ВАТИ-22
Паронит ВАТИ-22 представляет собой листовой прокладочный материал общего назначения, используемый для создания герметичных соединений. Он производится методом вулканизации композиции на основе асбеста, синтетического каучука и наполнителей. В результате получается упругий и прочный материал, способный заполнять микронеровности поверхностей. Прокладки из паронита ВАТИ-22 широко применяются в различных отраслях промышленности благодаря сбалансированному набору эксплуатационных качеств. Этот материал относится к группе термостойких уплотнительных материалов, устойчивых к воздействию рабочих сред.
Основные свойства и характеристики
Свойства и характеристики паронита определяют его применимость для решения конкретных инженерных задач. Ключевые параметры материала стандартизированы.

- Плотность: в пределах 1,6–2,0 г/см³, что обеспечивает достаточную прочность на разрыв.
- Упругость и способность к восстановлению: материал обладает остаточной деформацией сжатия не более 50%, что важно для долговечности соединения.
- Прочность на разрыв: не менее 20 МПа, гарантирующая целостность прокладки при монтаже и в работе.
- Маслобензостойкость: материал относится к категории маслобензостойких прокладок, сохраняя свойства при контакте с нефтепродуктами.
Технические характеристики паронита, такие как устойчивость к сжатию и восстановление уплотнителя, делают его универсальным решением для статичных фланцевых соединений.
| Параметр | Значение | Примечание |
|---|---|---|
| Предел прочности при растяжении | ≥ 20 МПа | Минимальное нормативное значение |
| Остаточная деформация сжатия | ≤ 50% | После выдержки под нагрузкой |
| Набухание в воде | ≤ 20% по массе | За 24 часа при комнатной температуре |
| Теплопроводность | ~ 0,2–0,3 Вт/(м·К) | Зависит от плотности и толщины листа |
Температурный диапазон и стойкость к средам
Температурный диапазон применения является критически важным фактором при выборе прокладочного материала. Для паронита ВАТИ-22 установлены следующие рабочие пределы:

- Постоянная рабочая температура: от минус 40 до плюс 400 °C.
- Кратковременное воздействие: до +450 °C без потери целостности.
- При отрицательных температурах материал сохраняет эластичность, не становясь хрупким.
Стойкость к рабочим средам определяет применение в конкретных системах. Материал демонстрирует устойчивость к насыщенному водяному пару, техническим маслам, бензину, растворам солей и слабым щелочам. Однако он не рекомендуется для контакта с сильными кислотами, концентрированными щелочами и кислородом под высоким давлением.
Области применения прокладок ВАТИ-22
Благодаря сочетанию термостойкости, упругости и устойчивости к агрессивным средам, применение в промышленных системах с данным материалом отличается широким охватом. Прокладки изготавливаются методом штамповки или резки из листового материала в соответствии с чертежами фланцев, что позволяет использовать их в стандартизированных соединениях.
Уплотнение промышленных трубопроводов
Одна из основных задач — уплотнение трубопроводов и оборудования, транспортирующих неагрессивные среды. Это системы:
- Теплоснабжения и паропроводов, где требуется устойчивость к горячему водяному пару.
- Топливоподачи (мазут, дизельное топливо, масло) на предприятиях энергетики и промышленности.
- Воздуховодов и газовых магистралей низкого и среднего давления с неагрессивными газами.
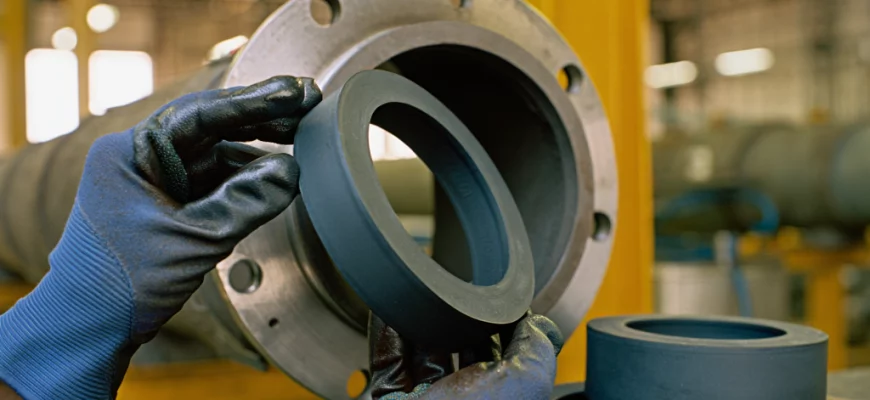
Использование в оборудовании и фланцевых соединениях
Прокладочные материалы для фланцевых соединений на основе ВАТИ-22 находят применение в различных видах стационарного оборудования:
- Соединения корпусов насосов, компрессоров и теплообменных аппаратов.
- Люки, смотровые окна и крышки на резервуарах и котлах.
- Фланцевые соединения запорной и регулирующей арматуры (задвижки, клапаны).
Использование в оборудовании продиктовано необходимостью обеспечить надежную герметизацию в условиях вибрации и перепадов температур.
Монтаж и выбор прокладки
Долговечность уплотнительных материалов напрямую зависит от корректного выбора геометрических параметров и соблюдения технологии монтажа. Неправильная установка может привести к преждевременному выходу соединения из строя, даже если использован качественный материал.
Критерии выбора оптимальной толщины
Выбор толщины прокладки — это компромисс между компенсацией неровностей фланцев, устойчивостью к давлению и удобством монтажа. Руководствуются следующими принципами:
- Для фланцев с низким давлением (до 1,6 МПа) и гладкими уплотнительными поверхностями обычно достаточно прокладок толщиной 1,5–2,0 мм.
- Для средних давлений (2,5–4,0 МПа) или при наличии небольших дефектов на поверхностях фланцев рекомендуется толщина 2,0–3,0 мм для лучшего заполнения неровностей.
- Более толстые прокладки (свыше 3 мм) применяются реже, в основном для компенсации значительных перекосов или в соединениях большого диаметра, но требуют более высокой силы затяжки.
Слишком тонкая прокладка может не обеспечить необходимого уплотнения, а слишком толстая — подвержена выдавливанию из межфланцевого пространства под высоким давлением.
Особенности установки и затяжки фланцев
Монтаж фланцевых соединений с паронитовыми прокладками требует соблюдения определенной последовательности операций:
- Тщательная очистка уплотнительных поверхностей фланцев от старого материала, грязи, ржавчины и окалины.
- Визуальная проверка прокладки на отсутствие механических повреждений, трещин или расслоений.
- Установка прокладки строго по центру, без перекосов. Для облегчения центровки часто используют специальные направляющие шпильки.
- Равномерная затяжка болтов или шпилек крест-накрест (по диагонали) в несколько этапов. Это предотвращает перекос фланца и обеспечивает равномерное сжатие прокладки по всему контуру.
- Контроль момента затяжки с помощью динамометрического ключа в соответствии с проектными нормами. Недостаточный момент ведет к протечкам, а чрезмерный — к необратимому смятию и разрушению материала.
- После пробного запуска системы под рабочими параметрами часто требуется дополнительная подтяжка соединения (так называемая «горячая» подтяжка), так как материал дает начальную усадку.